|
|
|
|
|
|
|
|
Maszyna do osiowego wkładania płytek PCB
|
Maszyna do wkładania zacisków prądu przemiennego
|
Maszyna do wkładania końcówek TAB
|
|
|
|
|
|
Maszyna do osiowego wkładania przewodów połączeniowych
|
Maszyna do wkładania przełączników dotykowych PCB
|
Automatyczna maszyna do cięcia przewodów PIN
|
|
|
|
Zautomatyzowane urządzenia do montażu radialnego zespołów płytek drukowanych zwiększają wydajność produkcji, aby sprostać rosnącemu zapotrzebowaniu na zespoły płytek drukowanych. Maszyny do montażu radialnego są niezbędne w zastosowaniach takich jak obwody mocy i napędy silników, eliminując potrzebę stosowania oddzielnego systemu.ręczne przycinanie wyprowadzeń. Poprawia jakość poprzez zagęszczanie wyprowadzeń komponentów podczas ich wkładania, co zapewnia spójne, mocne połączenia lutowane i Łatwiejsza obsługa płytek. Łącząc automatyczne i ręczne wkładanie elementów przewlekanych, uzyskuje się najwyższą wydajność i najniższe koszty pracy w zakresie precyzji. produkcja elektroniki.
|
|
|
|
|
|
|
Specyfikacja gwintowania maszyny do gwintowania promieniowego
Znaczniki / Zawartość / Parametr
W1 / Środek otworu taśmy do środka elementu/ 6,35 mm lub 7,5 mm
W2 / Rozstaw otworów /12,7/15mm
H1 / Długość wystającego przewodu / 0
H2 / Środek taśmy do podstawy elementu /18mm
H4 / Szerokość taśmy łączącej elementy /18mm
H / Środek taśmy do górnej części elementu / h2+h3≤41mm
D1 / Średnica drutu szpilkowego / Ø=0,6-10±0,1mm
D2 / Średnica otworu / 4±0,2 mm
M / Grubość taśmy / ≤ 1,2
|
Wkładanie promieniowe Zakłócenie szerokości pazura
Pazury wprowadzające promieniowe
Pojedyncza wkładka o rozpiętości 2,5 mm
Dwa typy wkładek o rozpiętości 2,5/5,0 mm
Trzy typy wkładek o rozpiętości 2,5/3,5/7,5 mm
Trzy typy wkładek o rozpiętości 2,5/ 5,0/7,5 mm
Cztery typy wkładek o rozpiętości 2,5/5,0/7,5/10,0 mm
|
|
|
|
|
|
Długość przycinania i kąt gięcia
Włóż elementy promieniowe do wstępnie przygotowanych otworów w PC8 za pomocą stałego elementu, a następnie wytnij i zagnij dolne kołki elementu. Kształt nitu na płytce drukowanej pokazano na rysunku.
|
Zakłócenie odzyskowe
Kąt pazura wynosi 45 cali, a po zakończeniu wkładania należy zauważyć, że wysokość i odległość wkładanych elementów za pazurem i elementów łatki kolidują ze sobą
|
Zakłócenia pazura i obcinaczki ołowianej
Podczas operacji wstawiania i cięcia stopki mogą występować zakłócenia przestrzenne. W strefie bezpieczeństwa nie należy instalować żadnych innych komponentów, aby uniknąć kolizji narzędzi i uszkodzenia płyty PC8.
|
|
|
|
Maszyna do wkładania promieniowego
Maszyna do montażu elementów o wysokiej gęstości z wyprowadzeniami promieniowymi, R-8800 z systemem sworzni prowadzących, zapewnia stabilne, wysokiej gęstości montaż z prędkością 14 400 cph (0,25 s/komponent). Ta maszyna przewlekana umożliwia montaż elementów o skoku 2,5 mm, 5,0 mm lub 7,5 mm i pozwala na wprowadzenie 10 lub 40 komponentów – szeroki zakres komponentów w kompaktowej obudowie i niskim koszcie eksploatacji. W pełni automatyczne odzyskiwanie danych koryguje błędy montażu, a system wykrywania zużycia części umożliwia proaktywne uzupełnianie części i zapewnia ciągłą wydajność. 4 kierunki montażu (0°, 90°, -90°, 180°) Szeroki zakres skoku obejmujący skok 2,5/5,0/7,5 i 10 mm na wspólnej platformie – eliminuje potrzebę ręcznego umieszczania komponentów o skoku 10 mm po montażu. Automatyczne odzyskiwanie danych i wykrywanie zużycia części.
|
|
|
|
|
|
|
|
Maszyna do wkładania promieniowego (podajnik 10)
1) cztery rozpiętości: 2,5/5,0/7,5/10,0 mm
2) 18000 CPH, rzeczywista prędkość 14400 CPH
3) Kierunek wstawiania: 0° -360°, wzrost o 1°
4) Głowica wkładana napędzana silnikiem serwo (13,0 mm) i zaciskana podstawa typu “N”. – 5) Dostępne komponenty: kondensator, tranzystor, diody LED, przełącznik kluczykowy, standardowe komponenty z wyprowadzeniami promieniowymi w taśmie.
6) Rozmiar maszyny rdzeniowej (dł. x szer. x wys.) 1800 x 1600 x 1800 mm,
7) Waga maszyny: 1000 kg –
8) Zasilanie: 220 V, prąd zmienny (jednofazowy) 50/60 Hz –
9) Ciśnienie powietrza: 0,6 MPA; 0,3 M3/MIN –
10) Temperatura otoczenia: 10° C. do 35° C. –
11) Rozmiar PCB: (min.) 50 mm x 50 mm, (maks.) 400 mm x 280 mm –
12) Grubość płytki PCB: 0,79-2,36 mm –
13) Długość klinczu: 1,5-2,2 mm –
14) Stopień klinczu: 10-35 stopni –
15) Korekta współrzędnych: Systemy wizyjne maszynowe –
16)Stół nieobrotowy –
17) Systemy kalibracji wizji maszynowej
18) System sterowania: Interfejs w wersji angielskiej lub chińskiej
19) Podajnik: 10 jednostek 15 jednostek 20 jednostek
|
|
|
|
|
|
Głowica wkładana
|
Platforma do mocowania PCB
|
Regulacja naciągu łańcucha
|
|
|
|
|
|
Promieniowy Głowica wsuwana i głowica tnąca
|
Podajnik do maszyn do wkładania promieniowego
|
Urządzenie do cięcia taśmy
|
|
|
|
|
|
Tor przenośnika PCB
|
Łańcuch nośny zacisku materiałowego
|
Skrzynka sterownicza elektryczna
|
|
|
|
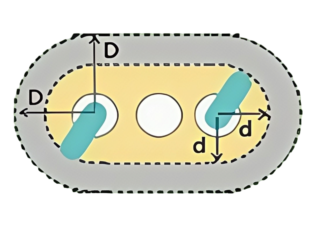
Zakłócenia pazurów + zakłócenia ze strony obcinaka przewodów komponentowych
Zęby maszynowe z wkładką promieniową znajdują się blisko przedniej części płytki PCB i wymagają pewnej bezpiecznej przestrzeni roboczej. Jak pokazano na rysunku, powinny być oddalone o co najmniej 1 mm od środka otworu na kołek wkładki. Podczas przycinania nóżek, nóżka podniesie się blisko dolnej krawędzi płytki (po przeciwnej stronie) i również wymaga bezpiecznej przestrzeni roboczej. Jeśli średnica korpusu elementu jest większa niż rozpiętość wkładki, interferencja z zębami zwiększy odpowiedni zakres, a interferencja z nóżkami ścinającymi pozostanie niezmieniona.
|
|
|
|
|
|
|
|
|
|
|
-100x100.jpg)
-1-100x100.jpg)









































-1-300x225.jpg)


-300x225.jpg)